Background information
MT Aerospace developed a manufacturing technology for geometric medium complex and thick-walled components like pressure vessels, cylinder and spheres out of CFRP (carbon fiber reinforced plastic). This technology is a combination of dry-wrapping/-layering of carbon fibers followed by a vacuum resin infusion.
The casing of solid rocket motors (booster) is an example of this technology. This component within this special technology of MT Aerospace shall be used in the European Ariane 6 rocket, which is currently in development. The dimensions of such components are shown in table 1.
Table 1: Dimension of a component manufactured by the combination of dry-wrapping/layering and the vacuum resin infusion.
|
Diameter D |
3,5 m |
|
Length L |
12 m |
|
Wall thickness t |
10 mm < t < 50 mm |
The main steps of the manufacturing technology are shown in the following figures:
1. Development of the fiber preform

Fig.1: Pressure vessel dry wrapped with carbon fibers for a CFRP booster
2. Process of the infusion
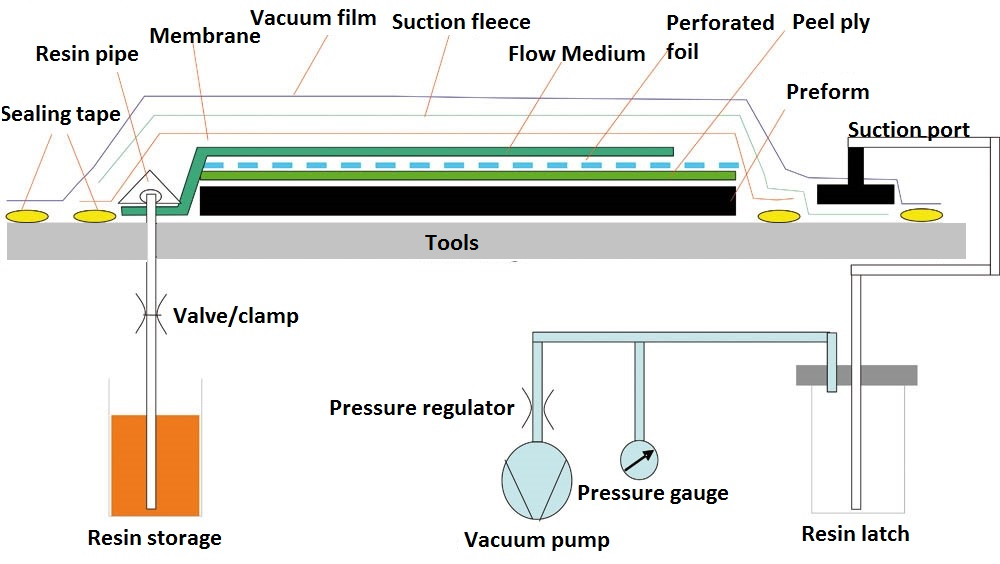
Fig. 2: Schematic illustration of the process of a vacuum resin infusion
3. Vacuum resin infusion followed by curing in a furnace

Fig. 3 Component for the vacuum resin infusion followed by curing in a furnace
Compared to prepreg and wet winding processes, the dry winding process followed by the vacuum resin infusion, offers the following advantages:
- Preform production and impregnation of the component with resin can be accomplished independently from each other.
- The preform production can be paused in case of correction. Therefore corrections on the layering can be accomplished.
- Raw materials (fibers for the dry winding and the resin) procured independently are “cheaper” than other already combined material systems like prepreg. In this case, the value creation for the CFRP-fabrication is done by the component manufacturer. Other semi-finished products as the prepreg are significantly more expensive due to the value creation through the prepreg manufacturer.
- The raw materials (fibers and resin) compared to the prepreg, have a much longer shelf life. Cooling is not necessary.
- Vacuum infusion is a closed process. Therefore, the work safety of the manufacturing process is less problematic than of the wet winding process.
- The laminate quality of the components produced by the vacuum infusion process is far better than the components produced by the wet winding procedure.
- Any fiber-resin combination is possible. Regardless of the prepreg manufacturers’ offerings.
- Easier requalification by replacement of the fibers or the matrix.
- The vacuum infusion only requires curing in the furnace. It does not require a complex autoclave process step like most of the prepreg manufacturing processes. This means lower costs in the procurement of assets and production.